

 简体中文
简体中文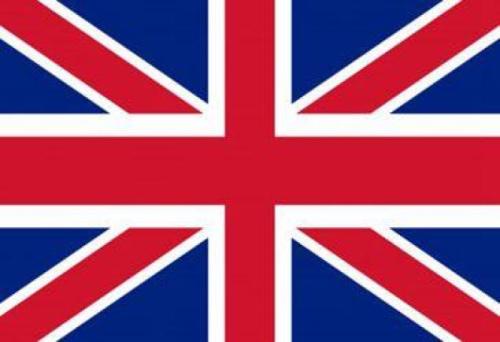 English
English新闻中心
聚焦多级泵、离心泵、潜污泵等产品技术,分享水泵选型、维护保养、节能改造干货,同步行业政策与前沿资讯。


在流体输送工业领域,品牌不仅是企业辨识度的标识,更是技术实力、产品品质与服务理念的综合凝练。随着工业升级与国产替代进程加速,泵业行业竞争逐步从价格比拼转向品牌价值角逐。浙江南元泵业有限公司深耕泵业领域,…

伴随着国内工业化建设、市政给排水、环保工程等行业持续扩容,流体输送设备市场需求稳步攀升,水泵行业迎来高速发展周期。市场体量不断扩大的同时,大批制造企业涌入赛道,行业门槛参差不齐,造成目前泵业市场产品繁杂…
机械密封是离心泵最核心、最易损耗的精密部件,主要依靠动静密封环贴合实现介质密封,防止泵体渗漏。在水泵日常运行故障中,机械密封损坏导致的泄漏、停机占比最高。机械密封失效大多表现为泵体渗水、滴水、喷射漏水等…

机械密封故障大多源于装配偏差、操作不当与维护疏忽。严格把控安装精度、规范拆装流程、遵循启停标准、做好日常巡检,能够大幅降低密封损坏概率,延长使用寿命。在实际生产运维中,需杜绝暴力拆装、空转运行、压力骤变…

获取南元泵业联系方式、南元泵业工厂电话、南元泵业官方联系电话,直接对接品牌总部与生产基地,是保障水泵采购、技术咨询、售后维保高效推进的核心。建议优先拨打全国 400 热线400-808-9008,如需对接生产或大批量订…
多级离心泵使用寿命、运行稳定性完全取决于日常维护水平。严格执行开机检查、平稳运行、定期换油、磨损件更换、冬季防冻等保养流程,能够有效减少气蚀、泄漏、轴承烧毁等常见故障。企业运维人员应建立巡检台账,规范启…

在过去很长一段时间里,国内泵业市场长期依赖进口设备。多数采购选型习惯性将进口水泵作为优先参考,反复对比国内外产品性能、材质与稳定性,国产水泵一度陷入认可度偏低的行业困境。伴随中国制造升级、国产替代浪潮兴…
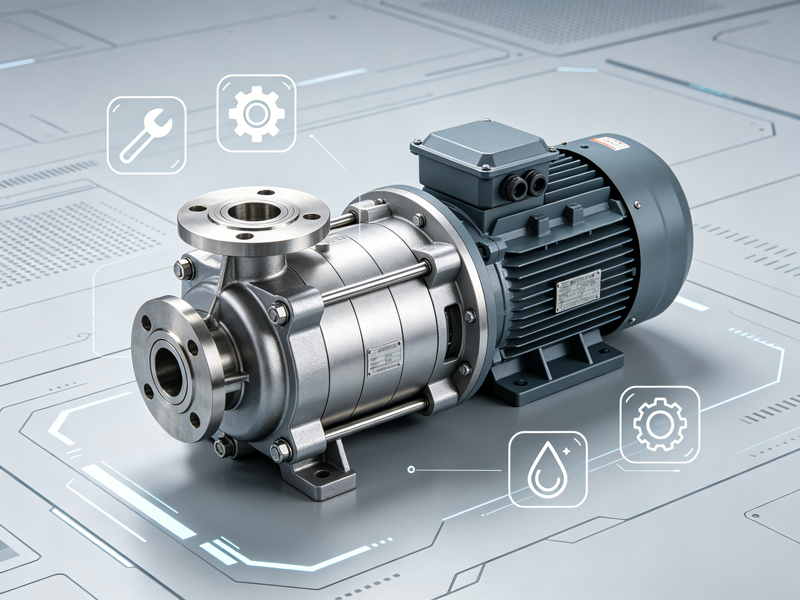
蜗壳与导轮作为离心泵核心固定过流部件,直接决定水泵能量转换效率、运行平稳度及使用寿命。蜗壳制造简易、高效区间广,导轮承压性强、多级增压稳定。充分掌握二者结构特性、工作原理及适配工况,有助于在设备选型、生…

南元水泵选型是一项综合性技术工作,需严格遵循工况适配、高效节能、运行稳定、经济合理的基本原则。通过收集介质、温度、流量、扬程、管道数据,科学计算参数并合理布置管路,精准匹配泵型。合理选型不仅能避免空转、…

流量、扬程决定输水能力,功率、效率判定能耗水平,汽蚀余量规范安装标准,转速影响运行工况。六大参数相辅相成,共同构成水泵完整性能体系。从业人员需读懂铭牌参数,结合现场工况合理选型、规范安装、科学运维,保证…

机械密封依靠精密摩擦副、弹性补偿机构与辅助密封件协同配合,实现泵轴无泄漏运行。动静环、密封圈、弹簧三大构件的材质搭配,直接决定密封性能与耐用程度。遵循硬软配对原则、结合工况科学选材,是延长机械密封寿命、…

潜水泵与离心泵均依靠离心力实现液体输送,是流体行业应用最广泛的通用水泵。二者工作原理相近,但安装方式、结构形式、使用工况、适用场景差异明显。本文分别介绍两种水泵的结构、工作原理、构造特点,并做专业对比,…

